 |
Eyebolt Information
General
Information
Application / Installation
Inspection/Maintenance Safety
Safety Precautions
Rated Capacities
Rated Capacities Guidelines
General Information
|
Ken Forging Machinery
Eyebolts are manufactured to ASME B18.15 and tested to ASTM
A489 specifications.
|
|
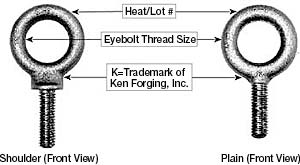
EYEBOLT TRACEABILITY
MARKINGS
|
Material Data
| Material |
Carbon Steel |
| Heat Treat |
Quench and draw |
| Grain Size |
5 or finer |
| Tensile |
65,000 PSI MIN -
90,000 PSI MAX |
| Yield |
30,000 PSI MIN |
| Elongation |
30% MIN |
| Reduction of Area |
60% MIN |
| Rated Catacity |
See
below |
|

 Application
/ Installation Application
/ Installation
- The receiving hole should be counter-sunk
and be free and clear of any debris to assure proper seating.
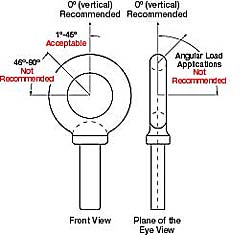
- LOADS SHOULD ALWAYS BE ALIGNED TO THE PLANE
OF THE EYE, not at an angle to the plane. A steel washer or spacer
may be used in conjunction with Shoulder Eyebolts to attain proper
load alignment. The thickness of the steel washer or spacer must
not exceed one thread pitch.
- Angular lifting should be avoided. Angular
lifts significantly reduce rated capacities. See Rated
Capacities/Guidelines.
- Check seating after applying an angular lift
since the initial lift may cause the bolt to back away from the
load. If such occurs, the Eyebolt should be unloaded & properly
reseated.
- For applications with untapped through-holes,
longer length Shoulder Eyebolts are recommended, using a steel
washer and nut for the required thread length of engagement.
- Shoulder Eyebolt tapped holes are to have
a threaded length which allows for full length of shank engagement
and clearance for the unthreaded portion of shank.
- Shoulder Eyebolts must be firmly seated and
flush against the mating surface; otherwise, the rated capacity
is reduced significantly. The use of a steel washer or spacer
is permissible and may be required; however, the thickness must
not exceed one thread pitch.
- Plain Eyebolt tapped holes are to be threaded
for full length engagement of the Eyebolt.
- Plain Eyebolts must have full thread shank
engagement, allowing for one-half turn for proper eye-alignment
to obtain rated capacities.
Inspection / Maintenance Safety
- Eyebolts should be inspected and installed
by a competent person who is knowledgeable about the application
and installation of Eyebolts.
- Each Eyebolt must be completely inspected
BEFORE each use for possible defects such as: distortion, bent
shank/threads, or incomplete/incorrectly formed threads. Periodic
inspection of Eyebolts is highly recommended.
- Eyebolts should not be painted or otherwise
coated when used for lifting; such coatings make it difficult
to inspect for defects or wear indicators.
- Eyebolts should not be left where they can
incur mechanical damage or corrosion.
- Destroy Eyebolts
when signs of bend, elongation, wear or damage are visible.
Such signs indicate that the Eyebolt has been stressed (overloaded)
beyond rated capacity. Never attempt to repair a stressed Eyebolt.
- Destroy Eyebolts
when they show any signs of alteration. Signs include:
gouging, undercutting, welding, etc.
- Proper Destruction
of an Eyebolt: crushing or cutting clear across the
eye of the Eyebolt.
Safety Precautions
- DO NOT work, stand or crawl around
the load of the Eyebolt. Ensure a safe distance from the load.
- DO NOT use wrenches, crowbars, etc.
to tighten Eyebolts. Hand tightening is recommended.
- DO NOT use a single Eyebolt to lift
a load that can rotate. Safety Swivel
Hoist Rings are recommended for such loads.
- DO NOT force hooks or any other fittings
into the eye; they must fit freely.
- DO NOT exceed the Rated Capacity.
- DO NOT SHOCK LOAD EYEBOLTS. Gradually
increase lifting of the load to minimize load-shock.
- DO NOT weld Eyebolts, or perform any
weld-repair on Eyebolts.
- DO NOT machine Eyebolts on the shank
or shoulder to achieve proper seating.
- DO NOT expose Eyebolts to extreme environmental
conditions, as they may adversely affect the Rated Capacity.
Rated Capacities
|
|
Shoulder Eyebolt Rated
Capacities
| Size |
0° Lbs. |
45° Lbs. |
46° + |
| 1/4 |
500 |
125 |
SAFETY
SWIVEL HOIST RINGS RECOMMENDED |
| 5/16 |
900 |
225 |
| 3/8 |
1,300 |
325 |
| 7/16 |
1,800 |
450 |
| 1/2 |
2,400 |
600 |
| 9/16 |
3,000 |
800 |
| 5/8 |
4,000 |
1,000 |
| 3/4 |
5,000 |
1,250 |
| 7/8 |
7,000 |
1,750 |
| 1 |
9,000 |
2,250 |
| 1 1/8 |
12,000 |
3,000 |
| 1 1/4 |
15,000 |
3,750 |
| 1 1/2 |
21,000 |
5,250 |
| 1 3/4 |
28,000 |
7,000 |
| 2 |
38,000 |
9,500 |
| 2 1/2 |
56,000 |
14,000 |
| NOTE:
Plain Eyebolt angular rated capacities are significantly
lower than Shoulder Eyebolt rated capacities; therefore,
angular lifting is not recommended. |
|
Rated Capacity Guidelines
- The minimum threaded shank length of Eyebolts
must be one thread diameter to attain the rated capacity.
- No greater load should be applied to an Eyebolt
than the Rated Capacity listed.
- Angular lifts significantly
reduce Shoulder Eyebolt Rated Capacities. Shoulder
Eyebolts should not be used for angular lifts greater than 45;
Safety Swivel Hoist Rings are recommended for such applications.
- Plain Eyebolts are
not recommended for angular load applications. Safety
Swivel Hoist Rings are recommended for such applications.
|



